June 26, 2011
Posted by on Sunday, May 15, 2011 MÁY CÔNG CỤ : Các loại sản phẩm cơ khí nói chung được tạo ra bằng các quá trình cơ bản sau: 1. Đúc. Thiết bị có liên quan là các loại máy đúc, khuôn mẫu...2. Gia công áp lực: gia công không phoi, tạo sản phẩm nhờ quá trình biến dạng dẻo kim loại với các loại máy cán, ép, máy búa ...3. Ghép nối: ví dụ hàn, các mối ghép...4. Gia công cắt gọt kim loại: gia công có phoi, tạo sản phẩm bằng cách lấy đi lượng kim loại dư thừa để đạt hình dáng và kích thước cũng như chất lượng kỹ thuật theo yêu cầu. Máy công cụ cắt gọt kim loại được dùng cho quá trình nầy. Ngoài ra, thường có các quá trình gia công tinh lần cuối, sơn mạ... trước khi đưa vào xử dụng. Quá trình gia công cắt gọt kim loại để tạo sản phẩm có ưu điểm: – Đạt độ chính xác kích thước cao – Hình dáng hình học đảm bảo, sắc cạnh. – Kinh tế Tuy vậy cũng có một số nhược điểm: – Lãng phí vật liệu – Tốn nhiều thời gian hơn một số quá trình khác Do đó, khi thiết kế chế tạo sản phẩm, cần lựa chọn thích hợp cách gia công cũng như luôn phải nghĩ đến biện pháp cải thiện chất lượng sản phẩm. Các yếu tố có liên quan trong quá trình cắt: ( CÒN TIẾP ...)
June 26, 2011
Khớp Nối Trục Trong Cơ Khí Và Các Vấn Đề Liên Quan
Khớp nối trục là một bộ phận cơ khí để nối và truyền momen xoắn giữa hai thành phần chuyển động, thông thường là nối giữa 2 trục. Có rất nhiều ứng dụng của khớp nối, ví dụ dễ thấy nhất là trong ô tô chúng ta có khớp nối các đăng nối truyền từ động cơ tới cầu trục phía sau. Ngoài ra, khớp nối còn có tác dụng như điều ...
June 26, 2011
Truyền Động Trục Vítđai ốc và trục vít – bánh vít. Cách suy diễn sau cho thấy còn có các bộ truyền khác, ít ra là về mặt động học.Truyền động bằng trục vít được biết qua hai bộ truyền phổ biến là vít me –
1. Từ bộ truyền vít me đai ốc, nếu tăng đường kính đai ốc và giữ nguyên đường kính vít me,
 Nó được vẽ với các thông số: Nó được vẽ với các thông số:
Trục vít (vít me):
March 13, 2011
Kỹ thuật tiện chi tiết lệch tâm
I.
Khái niệm về chi tiết lệch tâm
Chi
tiết lệch tâm là chi tiết có các mặt trụ không đồng trục với nhau. Các chi tiết
lệch tâm thường được dùng trong các máy móc có cơ cấu tay quay con trượt, cơ
cấu cu lít, cơ cấu 4 khâu bàn lề và các cơ cấu có tay quay, các cơ cấu nêm,
kẹp, . . . Chi tiết lệch tâm có thể có
dạng trục, dạng đ�... Continue reading...
March 13, 2011
Hình 2.6: Sơ đồ cắt ren bằng dao
tiện.
3.
Các phương pháp lấn dao khi cắt ren: ( Hình 2.7)
+
Lấn dao ngang: Để cắt hết biên dạng ren thì người ta thực hiện lấn dao sau mỗi
lượt cắt bằng cách quay tay quay của bàn dao ngang một lượng bằng chiều sâu
cắt.
Phương
pháp này dễ thực hiện, thường dùng để cắt ren tam giác có bước nhỏ.
... Continue reading...
March 13, 2011
Bài II: Kỹ thuật tiện chi tiết ren
I.
Khái niệm chung về ren
Hầu
như trong tất cả các thiết bị, máy đều có các chi tiết ren.Ren có thể dùng để
kẹp chặt như vít, đai ốc; để truyền động, chịu tải.
1.
Khái niệm: Đường ren được tạo thành khi gia công là sự phối hợp đồng
thời hai chuyển động: chuyển động quay đều của chi tiết gia công và chuyển ... Continue reading...
March 13, 2011
Bài I: Kỹ thuật tiện chi tiết côn
I.
Khái niệm chung về mặt côn.
Trong
kỹ thuật người ta dùng rất nhiều chi tiết có mặt côn, các bề mặt côn có thể
dùng để lắp ghép, để định vị, để cải thiện kết cấu chi tiết hoặc để tăng tính
thẩm mỹ.

Hình. 1.1: Các thônh số củ... Continue reading...
March 7, 2011
Cơ bản về tiện cứngTiện cứng là quá trình gia công tiện các chi tiết có độ cứng trên 45Rc. Tuy nhiên, có thể thấy trong thực tế các sản phẩm được tiện cứng thường có độ cứng trong phạm vi 58-68Rc. Quá trình tiện cứng cũng giống như quá trình tiện “mềm” thông thường mà chúng ta sử dụng.
Trong tiện cứng, người ta sử dụng dao mảnh cắt CBN, Cermet hoặc Ceramic tuỳ vào yêu cầu gia c�...
March 7, 2011
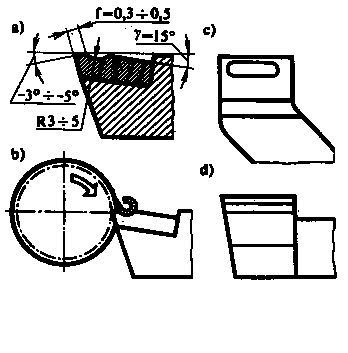
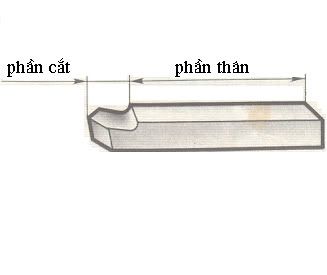
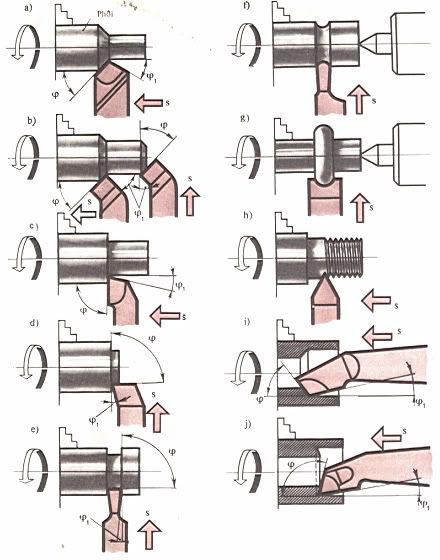
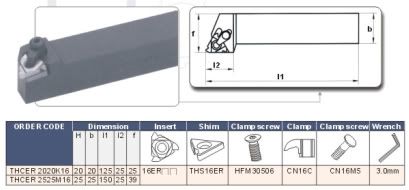
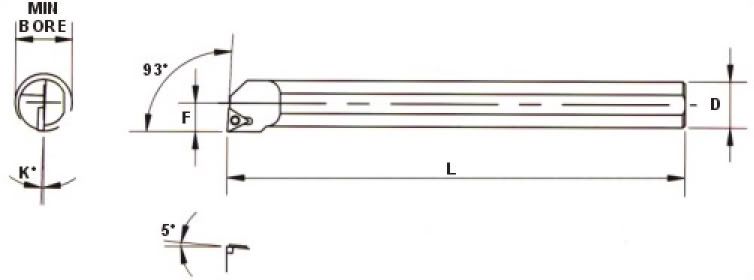
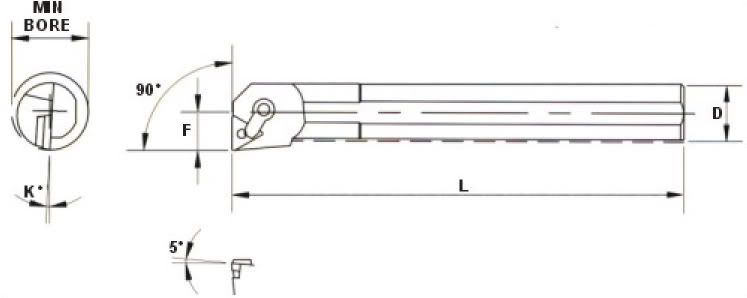
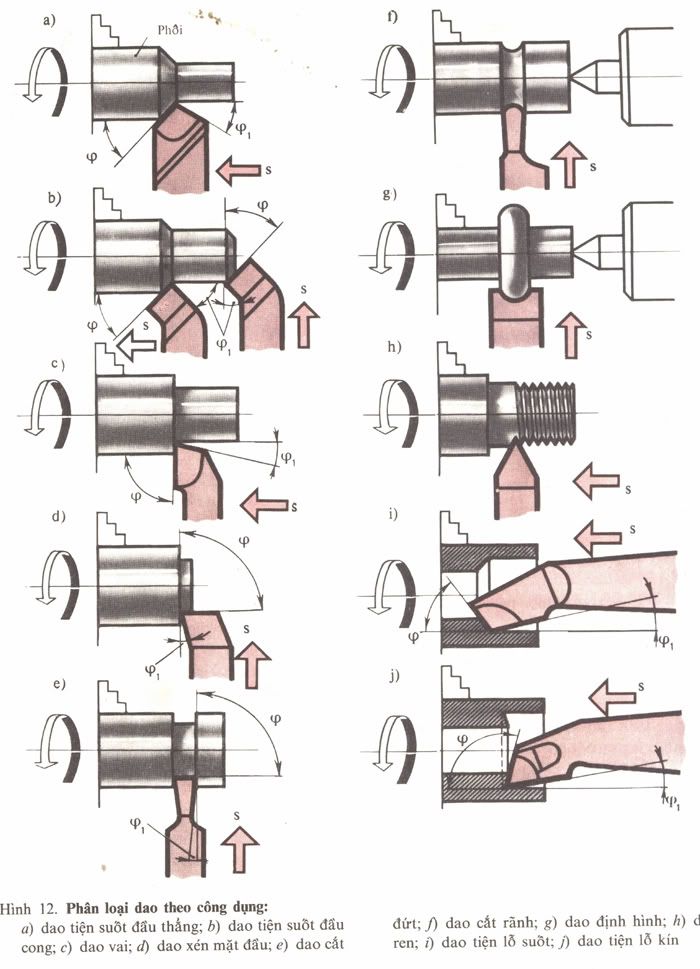
Dụng cụ cắt ảnh dao tiện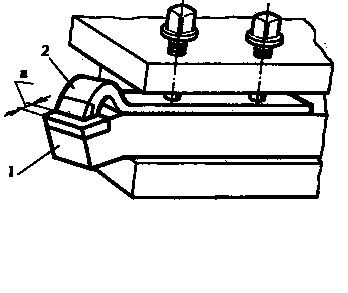
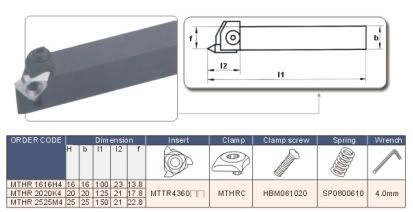
Enlarge this image Click to see fullsize
 | Click this bar to view the original image of 754x280px. |
Enlarge this image Click to see fullsize
| Click this bar to view the original image of 747x298px. |
Enlarge this image Click to see fullsize
| Click this bar to view the original image of 791x233px. |
Enlarge this image Click to see fullsize
| Click this bar to view the original image of 700x969px. |
Enlarge this image Click to see fullsize
| Click this bar to view the original image ... |
March 7, 2011
Kỹ thuật tiện ( Bài Cắt rãnh )Rãnh thường được tiện ở mặt ngoài chi tiết . Rãnh dùng để thoát dao khi tiện ren, lắp vòng chặn,...
Để cắt rãnh, cắt đứt phôi thường được định vị và kẹp chặt tương tự như tiện trụ ngoài. Mạch cắt nên bố trí gần sát vấu kẹp .
I. DAO TIỆN VÀ CÁCH GÁ LẮP :
1. Dao tiện :

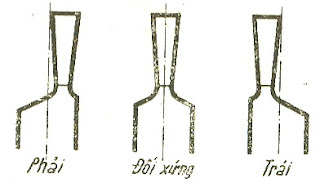
- Dao thường có ba kiểu : dao trái, dao phải, dao có tâm của mũi dao trùng với t�...
March 7, 2011
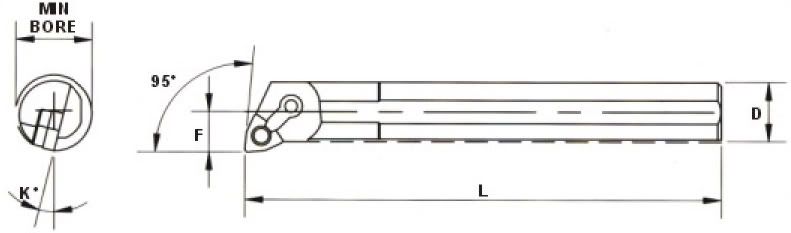
Kỹ thuật tiện ( Bài Tiện Lỗ )Tiện lỗ là một trong những phương pháp gia công lỗ, thường dùng để làm rộng một lỗ đã có sẵn.
Tiện lỗ có thể gia công lỗ với kích thước bất kỳ đảm bảo độ chính xác kích thước .
I. DAO TIỆN VÀ CÁCH GÁ LẮP :
1. Dao tiện :
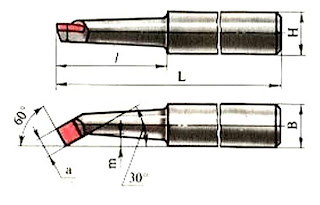
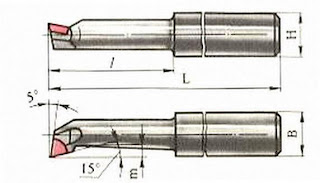
- Dao tiện lỗ có các loại : dao tiện lỗ suốt, dao tiện lỗ kín, dao tiện thô dao tiện tinh,……… Vật liệu phần cắt của dao đ�...
March 7, 2011
Phần 2
Gia công tinh:
To choose hoàn thành đường chạy dao:
Chọn Chain là đường chạy dao trước đó
Vào tab tool parameters và chỉnh sửa các thông số dao cho đúng yêu cầu.Ở đây chọn loại dao tâm.Insert có chiều dày 4mm,bán kính đỉnh dao 0.8mm
Các thông số và lựa chọn khác làm giống như dao phá thô (lý do cùng loại cán dao tâm,chỉ khác loại Insert) Nhập các thông số cho toolpath là feed rate :0.12,tốc độ ... Continue reading...
March 7, 2011
PHẦN 1

Bài viết này sẽ giới thiệu cho bạn quy trình thiết kế gia công tiện lập trình bằng MasterCam và đi vào thực tế trên máy tiện CNC HITACHI SYSTEM 3T.- Dạng sản phẩm: Bánh cán tole sóng tròn.
- Kích thước phôi :156×78 chiều dày chuẩn.
- Gia công bằng 2 loại dao tâm một loại 55 độ(thô) và một loại 35 độ (tinh). 
1. Phôi :
Phôi thường dung cho bánh cán tole là thép C45
Kích thước phôi thường đư�... Continue reading...
Posted by phamthe Hien.
March 7, 2011
Lập Trình Gia Công Phay Và Tiện Trên Mastercam
Phần mềm Mastercam là một trong số phần mềm mạnh về gia công , cho phép tự động nhận được chương trình gia công điều khiển chuyển động các máy công cụ CNC, sau khi chúng ta thiết lập bản vẽ của chi tiết máy, chọn phôi, vật liệu, dao cụ và kiểu chạy dao. Trong phần mềm Mastercam có một module đặc biệt, module Project, cho phép chúng ta dễ dàng l�...
March 6, 2011
Bước 3: Phay biên dạng tròn: Tương tự ta chọn đường chạy dao như sau: 
Thông số dao và chế độ cắt tương tự, chỉ khác ta chọn Multi Passes phay mởr ộng để hết chiều rộng cần gia công 
Mô phỏng gia công: 
Bước 4: Phay poket rãnh: Vào Toolpaths < Chọn Pocket 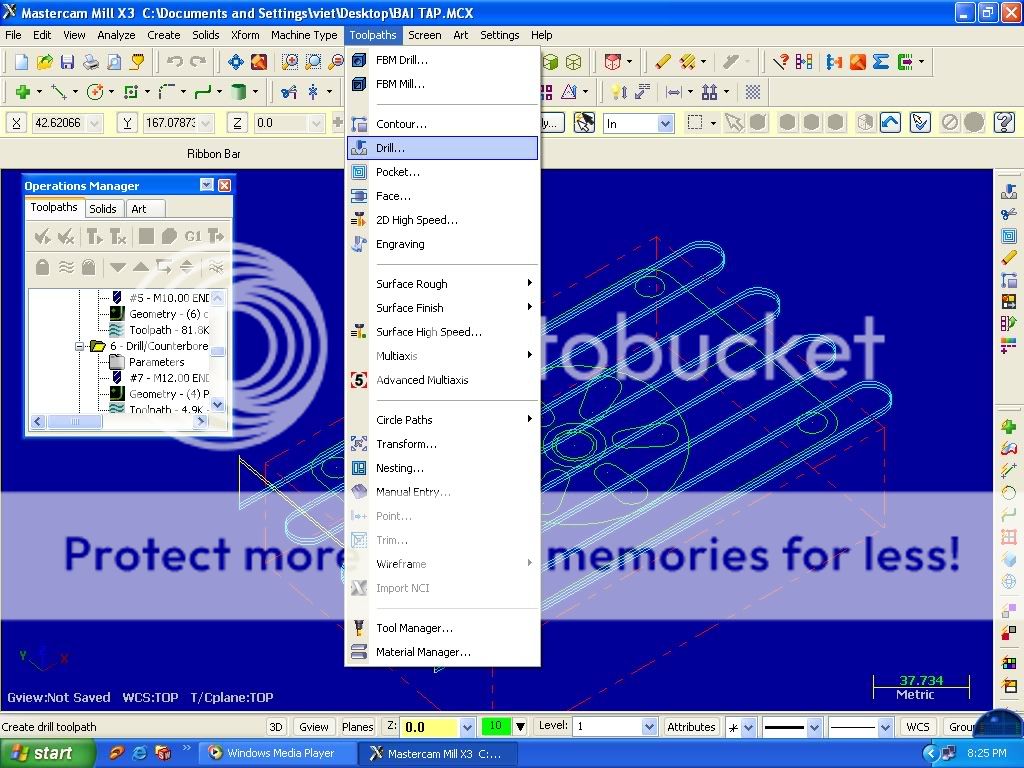


Phay pocket lỗ trong tương tựBước 5: Khoan lỗ
Vào toolpaths < Chọn Drill
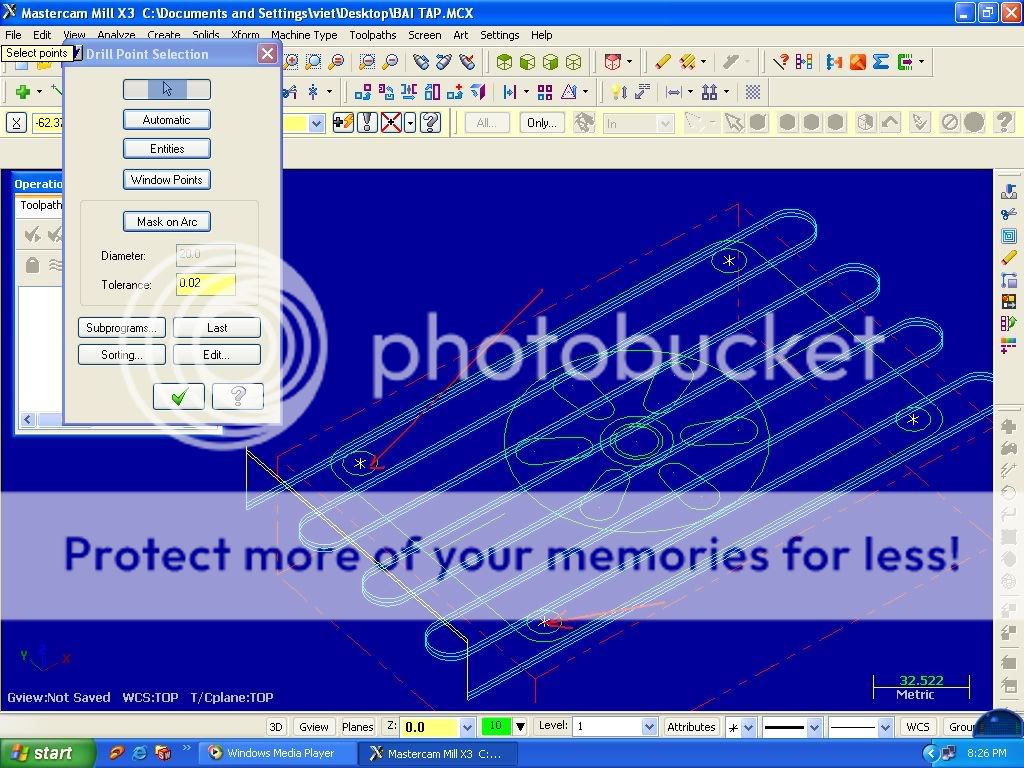
Các bước tiếp theo tương tự . Sau khi gia công hoàn chỉnh chi tiết ta mô phỏn...
| |



